Lo esencial para acertar con un M12 sin improvisar
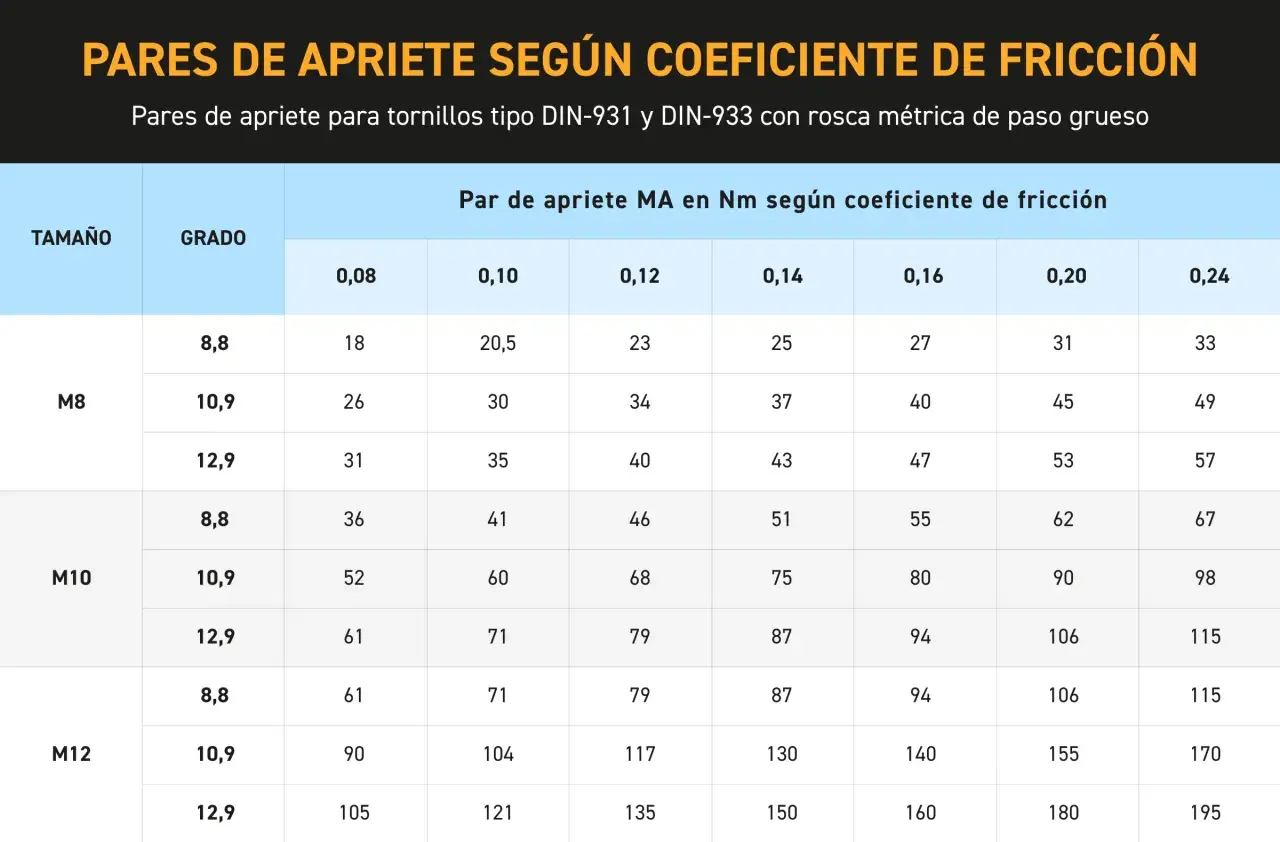
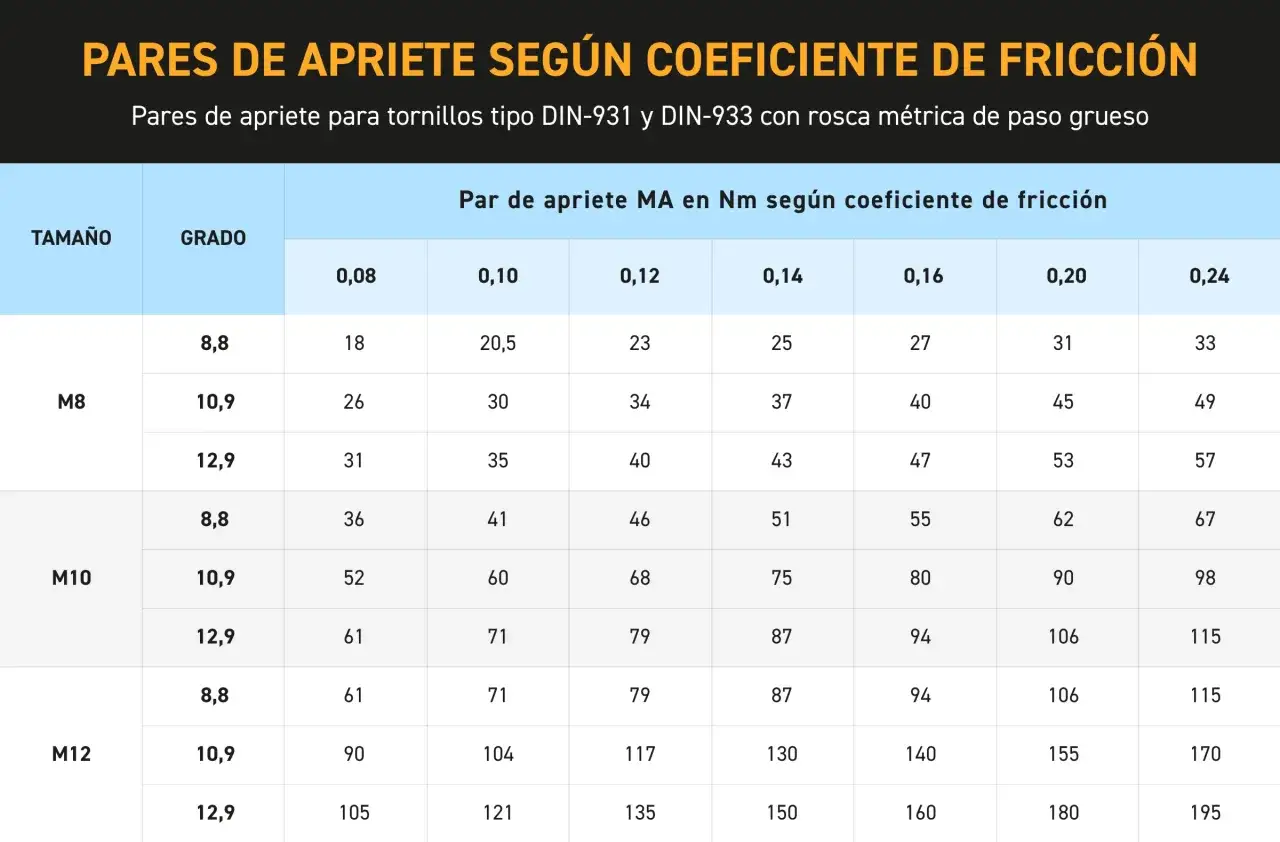
- En un M12 estándar de paso grueso, una referencia útil en acero limpio y seco es 91 Nm para clase 8.8, 126 Nm para 10.9 y 147 Nm para 12.9.
- Si la rosca está ligeramente lubricada, el par necesario baja alrededor de un 25%.
- Si el tornillo es de paso fino, el valor suele subir entre 8% y 12% frente al paso grueso.
- La especificación del fabricante manda por encima de cualquier tabla general.
- En uniones críticas, el par es solo una parte del montaje: también cuentan la secuencia, la herramienta y el estado real de la rosca.
Qué significa de verdad el par de apriete en un tornillo M12
Cuando hablamos de apriete, yo no pienso solo en el número de la llave dinamométrica. El objetivo real es crear una precarga suficiente para que la unión mantenga el esfuerzo sin aflojarse ni deformarse. El problema es que el mismo par puede generar cargas distintas según la fricción de la rosca, la cabeza del tornillo, el acabado superficial o la presencia de lubricante.
En la práctica, un M12 es un tornillo de 12 mm de diámetro nominal. Si no se indica otra cosa, en taller suele tratarse del paso grueso estándar, M12 x 1,75. Eso importa, porque el paso fino no trabaja igual y no conviene mezclar valores como si fueran intercambiables.
Yo resumiría la idea así: el par no “es” la carga, sino una forma indirecta de llegar a ella. Por eso dos tornillos visualmente iguales pueden pedir valores distintos si cambian la clase de resistencia, el recubrimiento o el estado de la rosca. Con eso claro, ya tiene sentido pasar a cifras concretas.
Valores orientativos para M12 según la clase de resistencia
Si no tengo la hoja del fabricante a mano, yo tomo estas cifras como punto de partida para un M12 x 1,75 en acero limpio. Son valores prácticos de referencia, no una licencia para apretar “a ojo” en cualquier situación.
| Clase | M12 x 1,75 en seco | M12 x 1,75 ligeramente lubricado |
|---|---|---|
| 8.8 | 91 Nm | 68 Nm |
| 10.9 | 126 Nm | 95 Nm |
| 12.9 | 147 Nm | 110 Nm |
La lectura práctica es sencilla: cuanto mayor es la clase de resistencia, mayor par admite el tornillo antes de entrar en deformación plástica. Pero no me quedo solo con eso. Un M12 8.8 en una bancada o en un soporte de máquina no se comporta igual que un M12 12.9 en una pieza de precisión, y tampoco igual si la rosca lleva aceite, zinc o pasta antiagarrotamiento.
Si el tornillo es de paso fino, como M12 x 1,25, conviene revisar la tabla específica. Como referencia de trabajo, el valor suele quedar algo por encima del paso grueso, y en clase 10.9 puede moverse en torno a 125 Nm con fricción media. Yo no lo trasladaría automáticamente desde el paso estándar sin verificarlo primero.
La siguiente cuestión, que suele ser la que más errores provoca, es cómo cambia el par cuando cambian las condiciones reales de montaje.
Cuándo el valor cambia de verdad
En taller, la mayoría de los fallos no vienen de la teoría, sino de una condición que nadie anotó: rosca lubricada, arandela distinta, galvanizado en caliente, pieza de aluminio o unión que trabaja con vibración. Ahí es donde la tabla genérica deja de ser suficiente.
| Situación | Efecto habitual | Qué haría yo |
|---|---|---|
| Rosca ligeramente lubricada | Menos fricción, más carga con el mismo par | Reducir el valor aproximado un 25% |
| Galvanizado en caliente | Sube la fricción y el tornillo “se siente” más duro | Aumentar el par alrededor de un 25% |
| Paso fino | Más sensibilidad al montaje | Usar la tabla específica o sumar 8-12% sobre el paso grueso |
| Aluminio, fundición o material blando | Riesgo de arrancar la rosca | No usar un valor genérico sin validar la pieza |
| Bridas, racores o circuitos hidráulicos/neumáticos | El par no garantiza estanqueidad | Seguir el procedimiento del fabricante del conjunto |
La idea clave es esta: la fricción manda. Un tornillo lubricado con el par de uno seco puede quedar sobrecargado, y uno galvanizado apretado con criterio “de sensación” puede quedarse corto aunque parezca firme. Por eso, antes de apretar más, yo prefiero montar mejor.
Y ahí entra la herramienta, que muchas veces se usa menos por precisión que por costumbre.
Cómo lo aprieto bien en taller sin pasarme
Para un M12, una llave dinamométrica con un rango razonable en la zona de trabajo suele marcar la diferencia. Si el apriete real va a moverse entre 70 y 150 Nm, yo no elegiría una herramienta enorme y poco cómoda en esa banda; prefiero una que trabaje bien en el centro de su escala. En mantenimiento industrial, esa comodidad también reduce errores.
- Identifico la clase del tornillo mirando el marcado de la cabeza: 8.8, 10.9 o 12.9.
- Reviso la rosca y el asiento: si hay suciedad, rebabas o daño, el valor real deja de ser fiable.
- Compruebo si hay lubricación o recubrimiento: si cambia la fricción, cambia el par.
- Uso una llave dinamométrica calibrada y hago el apriete final de forma controlada, nunca solo con pistola de impacto.
- Si hay varios tornillos, aprieto en cruz o en secuencia, y en dos o tres pasadas si la unión lo pide.
- Evito improvisar sobre material blando: en aluminio, fundición o plásticos técnicos la tabla general puede no servir.
También me parece importante el orden de apriete. En una tapa, una brida o una placa con varios M12, el patrón cruzado reparte la carga mucho mejor que cerrar un lado del todo y después el otro. Esa diferencia no es estética: evita deformaciones y hace que la junta asiente de forma más uniforme.
Con el método correcto, el siguiente paso es reconocer los fallos que más terminan rompiendo la unión.
Los errores que más dañan un M12
Los problemas serios en tornillería M12 suelen repetirse mucho. No son sofisticados, pero sí caros. Yo vigilaría especialmente estos:
- Confundir paso grueso y paso fino: parece el mismo tornillo, pero no pide la misma cifra.
- Aplicar un valor en seco a una rosca lubricada: el tornillo puede quedar demasiado cargado sin que lo notes al tacto.
- Usar “la fuerza de siempre” con pistola de impacto: sirve para aproximar, no para cerrar el apriete final con precisión.
- Reutilizar tornillos dañados o estirados: si ya han trabajado al límite, su comportamiento deja de ser fiable.
- Ignorar el material de la pieza: en una rosca de acero el margen es uno; en aluminio o fundición, otro muy distinto.
- No comprobar el asiento: si la cabeza apoya torcida o hay suciedad bajo arandela, el par deja de traducirse bien en precarga.
El síntoma de que algo va mal no siempre es obvio. A veces el tornillo no rompe, pero la unión se afloja al cabo de pocas horas o deja marcas de asentamiento. En otras ocasiones ocurre lo contrario: parece apretado, pero la rosca ya está castigada y fallará en el siguiente desmontaje.
Con estas trampas identificadas, ya puedo cerrar con la regla práctica que yo usaría antes de dejar una unión M12 terminada.
La regla práctica que yo usaría antes de cerrar una unión M12
Si el fabricante da un valor, uso ese. Si no lo da, parto de una referencia sensata para M12 x 1,75 en acero limpio y seco: 91 Nm en 8.8, 126 Nm en 10.9 y 147 Nm en 12.9. Después ajusto por lubricación, recubrimiento o tipo de material, y no mezclo tablas de forma automática.
Para mantenimiento industrial, la decisión buena no es “apretar más”, sino apretar con criterio: clase correcta, rosca limpia, herramienta adecuada y secuencia de montaje bien hecha. Si además dejas ese valor anotado en la orden de trabajo o en el parte de mantenimiento, la siguiente intervención será más rápida y mucho más segura.Yo me quedaría con una idea simple: en tornillería M12, el número importa, pero el contexto importa más. Cuando el conjunto es crítico, la mejor costumbre sigue siendo la misma: medir, ajustar y no confiar en la memoria.