Un escariador es una herramienta de acabado, no de desbaste: se usa para llevar un agujero ya taladrado a una medida más precisa y con mejor superficie. La duda de qué es un escariador aparece justo cuando una broca ya no basta y hace falta un ajuste limpio, repetible y sin holguras. En este artículo explico cómo trabaja, cuándo conviene usarlo, qué tipos existen y qué errores suelen arruinar el resultado en taller o en mantenimiento industrial.
Lo esencial del escariador para acertar desde el principio
- El escariador corrige y afina un agujero previo, pero no está pensado para abrir material desde cero.
- Su objetivo real es combinar precisión dimensional y mejor acabado superficial.
- Como orientación práctica, suele dejarse una sobremedida pequeña, a menudo en el entorno de 0,1 a 0,3 mm, según diámetro y material.
- La rigidez de la máquina, la alineación y la lubricación influyen tanto como la propia herramienta.
- En muchos trabajos de acabado, la tolerancia H7 es una referencia habitual.
Qué es un escariador y por qué no sustituye a una broca
Yo lo resumiría así: un escariador es una herramienta de corte multiperfil que elimina una cantidad pequeña de material para dejar un agujero a medida. No trabaja como una broca, porque la broca crea el agujero y el escariador lo afina. Esa diferencia parece obvia, pero en la práctica evita muchos problemas de montaje, sobre todo cuando el alojamiento tiene que aceptar un pasador, un eje, un casquillo o una pieza de precisión.
En mecánica y mantenimiento industrial, esta distinción importa mucho. Cuando ajusto una carcasa de válvula, un soporte de cojinete o una placa de automatización, no busco solo “que entre”; busco que entre bien, sin juego excesivo y sin forzar la pieza. Ahí es donde el escariado marca la diferencia: mejora la medida, reduce irregularidades y deja una superficie más uniforme que la obtenida con el taladrado normal.
También conviene no idealizarlo. El escariador no corrige un agujero mal posicionado ni compensa una pieza mal sujeta. Si el taladro previo está torcido, el acabado final suele salir igual de torcido, solo que más caro. Por eso, antes de elegir herramienta, yo separo siempre el proceso de abrir, corregir y acabar. Esa separación aclara mucho el resto de decisiones.
Con esa base, ya tiene sentido comparar el escariado con las operaciones que más se le parecen.
Escariado, taladrado y mandrinado no hacen lo mismo
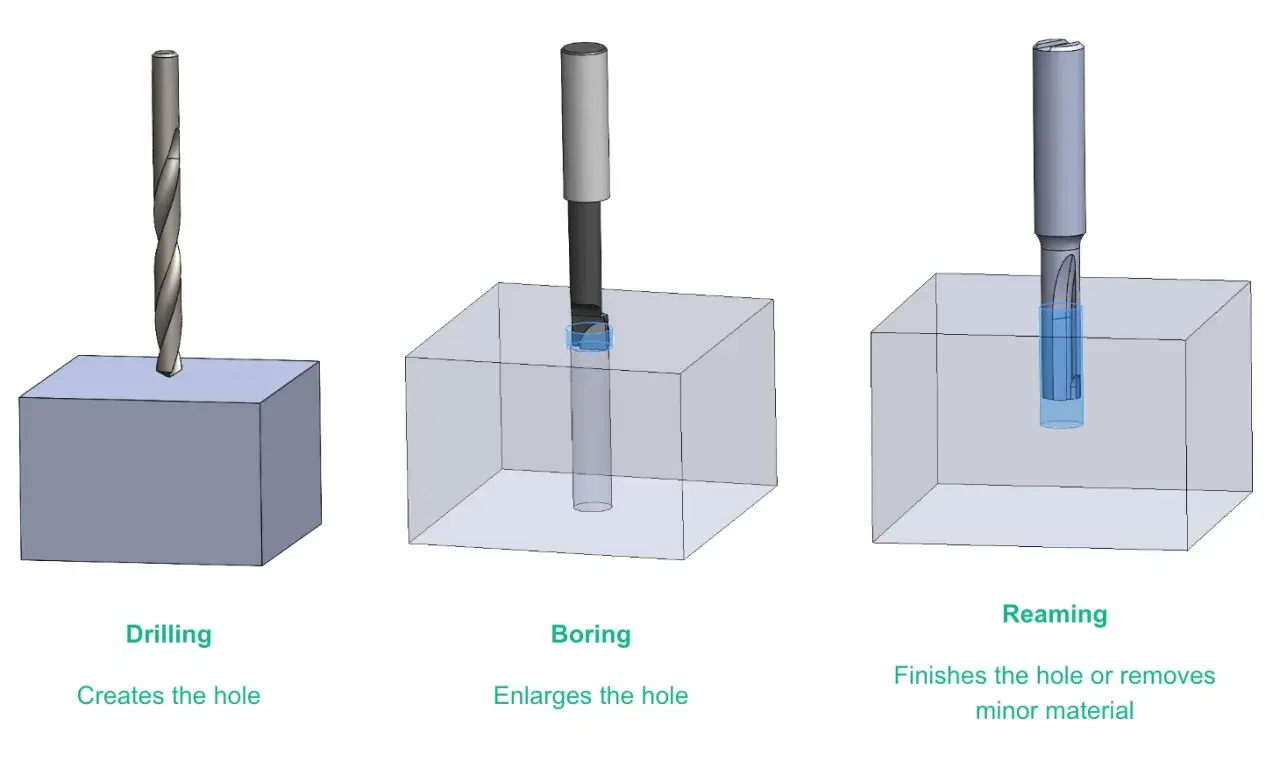
Cuando se confunden estas tres operaciones, se confunden también sus resultados. La broca abre, el mandrinado corrige y el escariado termina de ajustar. En taller yo las veo como tres niveles distintos de exigencia, no como herramientas intercambiables.
| Operación | Qué busca | Cuánto material retira | Precisión habitual | Cuándo la usaría |
|---|---|---|---|---|
| Taladrado | Crear el agujero inicial | Mucho | Media o limitada | Cuando hay que perforar desde cero |
| Mandrinado | Corregir diámetro y geometría de un agujero existente | Intermedio | Alta | Cuando el agujero ya existe, pero hay que ajustarlo mejor o corregirlo |
| Escariado | Acabar la medida y mejorar el acabado | Muy poco | Muy alta | Cuando el agujero previo ya está cerca de la medida final |
La idea práctica es simple: el escariador no está para “arreglarlo todo”. Si la pieza exige centrado, coaxialidad o corrección de una desviación grande, el mandrinado suele ser más lógico. Si lo que necesitas es rematar una medida limpia, el escariado entra en juego. Esta jerarquía te ahorra intentos inútiles y, sobre todo, desgaste innecesario de herramienta.
Con esa diferencia clara, los tipos de escariador ya se entienden mejor, porque cada uno responde a un escenario distinto.

Tipos de escariador y cuándo elegir cada uno
No todos los escariadores se comportan igual. Cambian la geometría de las ranuras, la forma del mango y el tipo de aplicación, y eso altera de forma directa la evacuación de viruta, la facilidad de uso y el nivel de precisión que puedes esperar.
| Tipo | Uso típico | Ventaja principal | Límite práctico |
|---|---|---|---|
| Manual | Reparaciones, talleres pequeños, ajustes puntuales | Control sencillo y bajo coste de uso | Depende más de la destreza del operario y no es la opción más productiva |
| De máquina | Torno, taladro, fresadora o CNC | Más repetibilidad y mejor precisión | Exige buena sujeción y una máquina con poco juego |
| De ranura recta | Agujeros pasantes y materiales estables | Comportamiento predecible y corte limpio | Evacúa peor la viruta en agujeros profundos o ciegos |
| Helicoidal | Agujeros ciegos o materiales que generan viruta de forma incómoda | Mejor evacuación y menos tendencia a atascarse | Hay que escoger bien el sentido de la hélice según el trabajo |
| Ajustable | Reparación y mantenimiento con tolerancias menos críticas | Permite pequeñas correcciones de diámetro | No es mi primera opción para un acabado exigente |
| De casquillo o shell | Diámetros grandes | Más económico en herramientas de gran tamaño | Necesita portaherramientas o montaje específico |
Si yo tuviera que elegir para un taller de mantenimiento general, miraría primero si el trabajo es puntual o repetitivo. Para una reparación ocasional, un manual puede bastar; para series cortas o ajustes que deben repetirse, prefiero uno de máquina. La clave no es “cuál es mejor en abstracto”, sino cuál resuelve mejor el tipo de agujero que tienes delante.
Elegir bien el tipo ayuda, pero el resultado real se decide en el uso.
Cómo usarlo paso a paso sin arruinar el acabado
La parte delicada del escariado no es la fuerza bruta, sino el control. Yo suelo fijarme en cinco cosas: sobremedida, alineación, velocidad, avance y lubricación. Si una de ellas falla, el agujero lo enseña enseguida.
- Deja el agujero previo con la sobremedida adecuada. Como guía práctica, muchas aplicaciones trabajan con una retirada pequeña, a menudo entre 0,1 y 0,3 mm, aunque en diámetros mayores o materiales concretos puede variar.
- Comprueba que la pieza esté bien sujeta y que el escariador entre alineado. Si hay juego en el husillo o en el portaherramientas, el acabado se resiente.
- Trabaja con una velocidad más contenida que en el taladrado. Como regla de partida que yo sí considero útil, el escariado suele ir con una velocidad alrededor de dos tercios de la usada para taladrar y con un avance bastante más vivo, incluso 200% a 300% mayor que el de la broca, siempre ajustado al material y al diámetro.
- Usa lubricación o refrigeración suficiente. En muchos casos no hace falta inundar la zona, pero sí evitar el rozamiento en seco y la acumulación de viruta.
- No inviertas el sentido dentro del agujero. Si hay que limpiar viruta, yo prefiero salir, limpiar y volver a entrar con orden; retroceder dentro del corte suele empeorar el acabado.
Hay un detalle que se repite mucho en mantenimiento industrial: en agujeros ciegos, la evacuación de viruta es más crítica. Ahí una hélice bien elegida puede evitar atascos, mientras que una geometría inadecuada deja marcas o incluso bloquea la herramienta. La diferencia entre un trabajo cómodo y uno problemático suele estar en ese tipo de matices.
Cuando esto falla, los síntomas aparecen rápido y son bastante reconocibles.
Los errores que más veo en taller
La mayoría de los fallos de escariado no vienen de una sola causa, sino de una combinación pequeña de errores que se van acumulando. Lo bueno es que casi todos dejan señales claras.
- Dejar poco material para cortar: el escariador frota en lugar de cortar, calienta la pared del agujero y puede dejar la medida fuera de tolerancia.
- Dejar demasiado material: aumenta el esfuerzo, empeora el acabado y sube el riesgo de vibración o rotura.
- Trabajar con mala alineación: el agujero sale cónico, ovalado o descentrado.
- Usar demasiada velocidad: aparecen marcas de vibración, mal acabado y desgaste prematuro.
- Avance demasiado bajo: la herramienta roza y se “pule” mal la pared, en vez de cortar con limpieza.
- Falta de lubricación o refrigeración: sube la temperatura, empeora el filo y pueden aparecer rebabas o material adherido.
- Sujeción débil de la pieza: el agujero se deforma y ya no responde a la medida teórica.
Yo diría que el error más caro es esperar que el escariador compense un taladrado mal hecho. No está para eso. Si la base no está bien, la herramienta solo maquilla el problema y, muchas veces, lo convierte en un problema más caro. Por eso la elección correcta empieza antes de tocar la máquina.
Cómo elegir el escariador adecuado para tu trabajo
Si tuviera que comprar uno para mantenimiento general, yo no miraría solo el diámetro. Me fijaría en el material de la pieza, el tipo de agujero, la máquina disponible y la tolerancia que realmente necesito. Ese filtro evita comprar herramienta demasiado específica para trabajos simples o demasiado básica para un acabado exigente.
| Criterio | Qué revisaría | Mi recomendación práctica |
|---|---|---|
| Diámetro y tolerancia | Medida final y campo de tolerancia requerido | Para agujeros de precisión, busca referencias compatibles con H7 o con la tolerancia que te pida el plano |
| Material de la pieza | Acero, inoxidable, aluminio, fundición o aleaciones especiales | HSS-E suele ser una opción versátil; el carburo compensa cuando hay rigidez y producción suficiente |
| Tipo de agujero | Pasante o ciego | Para ciegos, valoro más la evacuación de viruta; para pasantes, una geometría recta puede ser suficiente |
| Modo de trabajo | Manual o máquina | Manual para correcciones puntuales; de máquina para repetibilidad y tolerancias estrictas |
| Sujeción | Portabrocas, pinza, casquillo o porta específico | Cuanto menos juego, mejor; la concentricidad pesa más de lo que mucha gente cree |
En España, donde conviven mucho el mantenimiento correctivo, la reparación de utillajes y el mecanizado de precisión en series cortas, esa selección práctica funciona mejor que comprar por intuición. El dato que yo me quedo grabado es sencillo: si la aplicación exige repetibilidad, prefiero una herramienta que me dé margen de control; si la intervención es puntual, prefiero una solución simple pero fiable. Con eso cerrado, lo que queda es comprobar que el agujero sirve de verdad.
Un agujero bien escariado se reconoce antes de montarlo
Cuando doy por bueno un trabajo, no me quedo solo con el calibre. También miro la entrada y la salida del agujero, la ausencia de rebabas, la uniformidad del brillo interior y, si hace falta, la compatibilidad real con el pasador, el eje o el casquillo que va a montar después.
- La pieza entra sin forzar, pero tampoco con holgura innecesaria.
- No hay marcas de vibración ni cono visible.
- La boca del agujero está limpia y sin rebabas duras.
- La medida final coincide con la tolerancia que pedía el plano o el ajuste de montaje.
En mantenimiento industrial, ese nivel de control evita retrabajos, ruidos, fugas de alineación y montajes que acaban aflojándose con el uso. Si me quedo con una idea práctica, es esta: el escariador no arregla un mal inicio, pero sí transforma un agujero correcto en una superficie realmente útil y precisa.