
La referencia rápida que conviene tener a mano
- Para un M8 de acero clase 8.8, la referencia práctica suele moverse en 24-27 Nm.
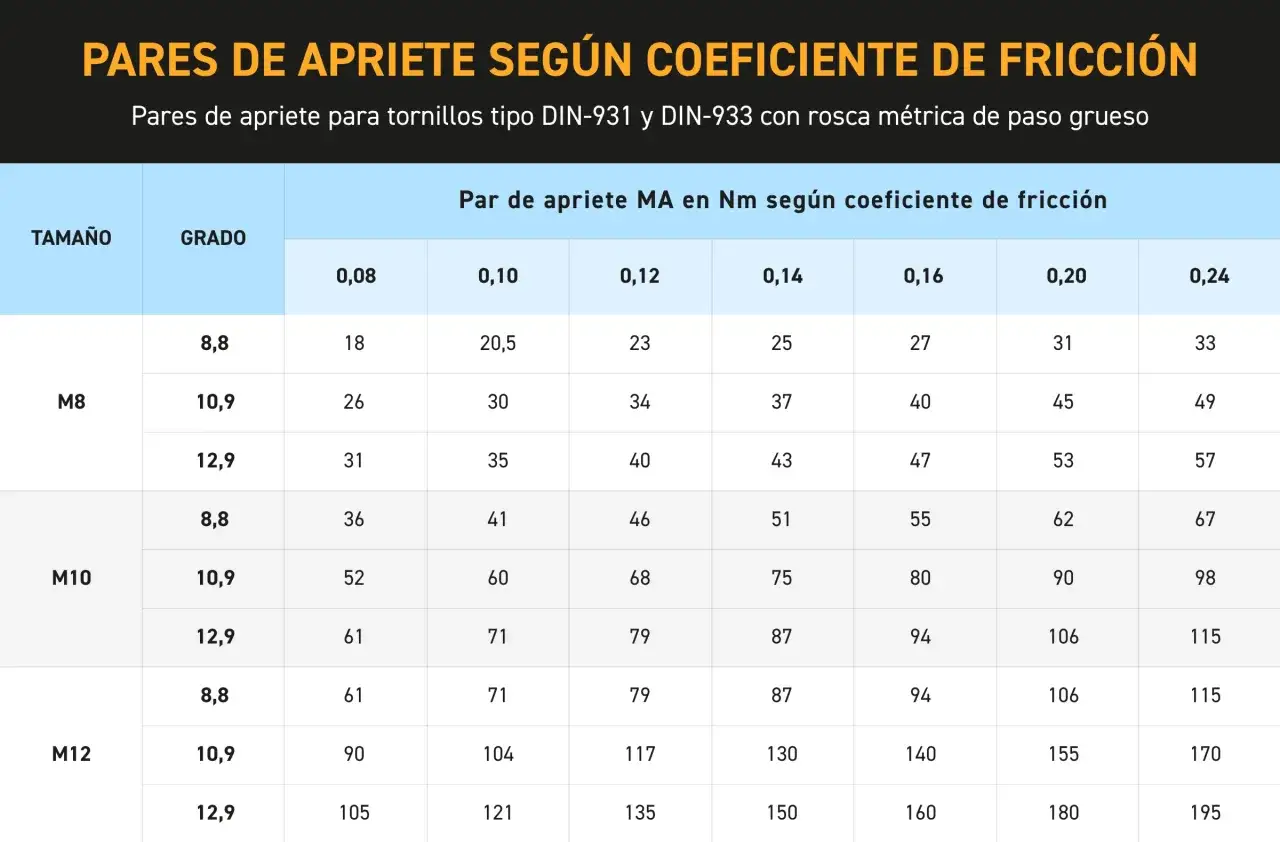
- Un M8 10.9 ronda 40 Nm; un 12.9, 46 Nm.
- La lubricación puede recortar el par necesario entre un 10 y un 20 %.
- Si cambian la rosca, el recubrimiento o la tuerca, la cifra deja de ser la misma.
- La llave dinamométrica sigue siendo la forma más fiable de cerrar el apriete.
La referencia útil para un M8 y por qué no es una cifra única
Yo partiría de una idea simple: M8 describe el diámetro nominal, no el apriete final. Una tabla técnica de Sumicat sitúa un M8 8.8 en 27 Nm cuando toma µ = 0,14 como referencia; en 10.9 sube a 40 Nm y en 12.9 a 46 Nm. Traducido a obra, eso me deja una banda útil de 24-27 Nm para un 8.8 estándar y me recuerda que no hay una cifra universal para todas las variantes de M8.
| Caso | Par orientativo | Lectura práctica |
|---|---|---|
| M8 8.8 | 24-27 Nm | Unión estándar de acero, rosca limpia y montaje normal |
| M8 10.9 | 40 Nm | Más resistencia mecánica, normalmente en uniones más cargadas |
| M8 12.9 | 46 Nm | Solo si la aplicación lo pide y la pieza lo admite |
Si la unión va lubricada, yo no copiaría esa cifra sin más: reduciría el valor entre un 10 y un 20 % como punto de partida y verificaría el procedimiento del fabricante. Fastenal recuerda que el par es una forma indirecta de llegar a la tensión real, así que el mismo número no produce el mismo resultado si cambia la fricción. Con esa base, lo que cambia de verdad es el contexto de la unión.
Qué mueve de verdad el valor del apriete
Antes de tocar la llave, yo reviso cuatro cosas que cambian el valor real más que el diámetro por sí solo. En taller se tiende a pensar que "M8 es M8", pero una rosca fina, una arandela distinta o un recubrimiento deslizante pueden mover bastante la pretensión. Cuando el montaje es importante, el par correcto nace de estos detalles, no de la memoria.
La clase mecánica del tornillo
Un 8.8 no admite el mismo trato que un 10.9 o un 12.9. Cuanto mayor es la clase, más resistencia tiene el tornillo, pero también más sensible se vuelve el montaje a una sobrecarga de par si la tuerca, la chapa o la rosca hembra no acompañan. En una tapa ligera no necesito la misma exigencia que en una estructura o en una bancada con vibración.
La lubricación y el recubrimiento
Grasa, pasta antiagarrotamiento, zincado, fosfatado o un recubrimiento de baja fricción cambian el coeficiente de rozamiento. Eso significa que con el mismo apriete aplicado obtengo otra tensión en el tornillo. Si el fabricante pide montaje en seco, no engrases "por si acaso"; si pide lubricación, no montes en seco porque el valor final quedará falseado.
Lee también: Tuercas industriales - Guía para elegir bien y evitar fallos
La rosca, el material y la geometría de la unión
El paso estándar de un M8 suele ser 1,25 mm, pero hay paso fino y eso ya obliga a consultar una tabla distinta. También importa mucho el material de la pieza: en aluminio, fundición o chapa fina la rosca puede sufrir antes que en acero, y en tuerca autofrenante la fricción sube. Yo siempre miro si la unión trabaja sobre brida, soporte, tapa o elemento estructural, porque la distribución de carga no es la misma. Si el enganche de rosca es corto, la propia pieza receptora puede limitar el apriete antes que el tornillo.
Con esas variables en la mesa, ya se puede apretar de forma repetible y no a ojo.
Cómo cerrar un M8 sin pasarte ni quedarte corto
Yo trabajo el apriete en dos fases cuando la unión merece control: una pasada de asiento y otra de valor final. Así reduzco el riesgo de que la arandela, la pintura o la junta cedan después y me alteren la cifra. Si la unión es de las que se aflojan por vibración, este método ordena mucho mejor el resultado que un solo tirón brusco.
- Verifico clase, paso y estado de la rosca.
- Limpo roscas y superficies de apoyo.
- Hago un preapriete al 50-70 % del valor objetivo.
- Cierro al valor final con llave dinamométrica.
- Si hay varias fijaciones, aprieto en cruz o en estrella.
- Si el fabricante exige fijador de roscas, sigo su procedimiento antes de definir el par.
En uniones críticas, yo además documento el valor aplicado y reviso si existe reapriete posterior por asentamiento. No siempre hace falta, pero cuando la junta lleva junta tórica, pintura fresca o materiales blandos, el asentamiento puede cambiar el resultado. Esa es la diferencia entre apretar y controlar realmente una unión.
Y ahí es donde la herramienta deja de ser un accesorio y pasa a ser parte del resultado.
Qué herramientas conviene usar para apretar con precisión
Para un M8, la herramienta manda más de lo que parece. Una llave buena no solo evita pasarte: también hace repetible el resultado entre operarios y turnos, que en mantenimiento industrial vale tanto como el propio número de Nm. Si además trabajas con aire comprimido, conviene separar muy bien el apriete rápido del apriete final.
| Herramienta | Cuándo la usaría | Ventaja | Límite |
|---|---|---|---|
| Llave dinamométrica de clic | Apriete final en la mayoría de montajes | Es rápida, práctica y suficiente para la mayoría de trabajos | Si no está calibrada, la precisión real cae |
| Llave dinamométrica digital | Montajes críticos o con trazabilidad | Da más control y mejor registro | Cuesta más y exige más cuidado |
| Llave de impacto neumática | Montaje preliminar o desmontaje | Acelera mucho el trabajo | No la usaría como valor final |
| Carraca o llave en T | Posicionamiento inicial | Ayuda a asentar y montar rápido | No sirve para cerrar con criterio el par |
Pero incluso con buena herramienta, hay fallos de método que arruinan el apriete.
Los errores que más dañan una unión M8
Los problemas serios casi nunca vienen de un único gran fallo; suelen ser una suma de pequeñas malas prácticas. Yo veo estas seis con bastante frecuencia:
- Usar el valor de otra clase de tornillo. Un 8.8, un 10.9 y un 12.9 no se aprietan igual, aunque el diámetro sea el mismo.
- Confundir apriete con sujeción segura. Más Nm no siempre significa más seguridad; a veces solo significa rosca castigada o pieza deformada.
- Ignorar la fricción real. Una rosca oxidada, una arandela distinta o una pasta lubricante cambian el resultado final.
- Usar impacto como si fuera apriete final. Sirve para avanzar rápido, no para cerrar con precisión.
- No respetar el patrón de apriete. En bridas y tapas, el orden importa tanto como el valor.
- Reutilizar tornillería fatigada. Si el tornillo está estirado, marcado o con hilo dañado, la cifra deja de ser fiable.
El punto más traicionero suele ser la fricción. Una rosca sucia puede hacer que la llave marque el par objetivo antes de que la unión haya desarrollado la carga que esperabas. A simple vista parece correcto, pero mecánicamente no lo es. Por eso el mismo número en la llave no garantiza el mismo resultado en la pieza.
Por eso cierro con la regla práctica que yo usaría en un taller de mantenimiento.
La regla práctica que yo seguiría en un taller de mantenimiento
Si no tengo la ficha exacta del fabricante, yo aplico una lógica muy simple: primero identifico el tornillo, luego confirmo el estado de la unión y solo después elijo el par. Ese orden me evita la mayoría de errores. Para un M8 de acero estándar, partir de 24-27 Nm en 8.8 es una base razonable; si sube la clase o cambia la fricción, ajusto antes de cerrar.
- Comprueba diámetro, paso y clase antes de tocar la llave.
- No asumas que seco y lubricado aceptan el mismo valor.
- Reduce el par entre un 10 y un 20 % si la fricción baja claramente.
- Registra el valor final cuando la unión sea repetitiva o crítica.
- Si la pieza es sensible, valida el procedimiento con una unión de prueba antes de producir en serie.
En la práctica, la unión correcta no es la que recibe más fuerza, sino la que mantiene la carga adecuada sin castigar ni la rosca ni la pieza. Ese es el criterio que yo usaría siempre: una cifra coherente, la herramienta correcta y el mismo método de principio a fin.