En una planta industrial, no todas las averías justifican la misma respuesta. El mantenimiento reactivo aparece cuando la reparación llega después del fallo, y ese enfoque puede ser útil en ciertos equipos, pero también puede disparar paradas, costes urgentes y problemas de limpieza si se aplica sin criterio. En este artículo explico cuándo encaja, qué riesgos trae en aire, agua y automatización, y qué haría yo para que una avería no termine convirtiéndose en un problema operativo mayor.
Lo esencial para decidir cuándo asumir una avería y cuándo no
- Solo tiene sentido en activos de baja criticidad, fácil sustitución o impacto operativo limitado.
- El coste real no está solo en la pieza rota, sino en la parada, la urgencia y el daño colateral.
- En limpieza industrial, una fuga, una obstrucción o una caída de presión pueden afectar higiene, calidad y seguridad.
- Preventivo y predictivo reducen improvisación; el correctivo puro la multiplica.
- La clave práctica está en clasificar equipos, tener repuestos críticos y dejar un procedimiento de respuesta cerrado.
Qué es realmente este enfoque y por qué sigue usándose
En planta, yo distingo este enfoque de la simple desorganización: aquí no se ignora el activo, se asume que la intervención llega después del fallo. Eso lo hace razonable en equipos baratos, redundantes o fáciles de sustituir, y mucho menos sensato en activos críticos o difíciles de parar.
IBM lo encuadra como una estrategia válida para activos de baja criticidad y bajo coste de sustitución. Dicho de forma simple: si falla, se repara; si puede esperar, no merece una intervención preventiva compleja. En España, además, suele oírse más como mantenimiento correctivo o de averías, pero la lógica de fondo es la misma.
Con esa idea clara, la pregunta útil deja de ser teórica: hay que decidir en qué equipos se tolera una avería y en cuáles solo se está comprando un problema mayor.

En qué equipos de limpieza e industria puede encajar
Yo solo lo defendería en activos donde el fallo no compromete la continuidad completa, donde existe repuesto rápido o donde la redundancia absorbe el impacto. En limpieza y mantenimiento industrial eso ocurre más de lo que parece, pero también se malinterpreta con facilidad.Activos auxiliares y de apoyo
Hay equipos que no sostienen la producción por sí solos, aunque sí la acompañan. Pienso en ventiladores secundarios, bombas de recirculación de respaldo, pequeñas electroválvulas, iluminación técnica, extractores no críticos o transportes auxiliares. Si uno cae, el daño suele ser operativo, no sistémico.
Aire comprimido y filtración
En sistemas de aire comprimido, un enfoque correctivo puede encajar en purgas, indicadores secundarios, algunos elementos de instrumentación o componentes con sustitución muy rápida. No encaja igual en compresores principales, secadores sin reserva o filtros que protegen procesos sensibles; ahí una avería puede arrastrar humedad, caída de presión o pérdida de calidad. Aquí la frontera es clara: si el fallo afecta al aire útil, ya no hablamos de una parada menor.
Lee también: Compresor centrífugo - ¿Cuándo es la mejor opción industrial?
Agua, dosificación y limpieza técnica
En agua y limpieza técnica veo más margen en bombas secundarias, sondas redundantes, válvulas de bajo impacto o piezas consumibles de sustitución sencilla. Pero una bomba de dosificación en una línea CIP, una válvula que controla un circuito de lavado o un sensor que valida calidad no deberían dejarse a la improvisación. En cuanto el agua forma parte del control sanitario o del proceso, el coste de esperar sube de golpe.
Yo lo reservaría, como norma práctica, para componentes con repuesto rápido, intervención sencilla y un impacto limitado sobre la línea. En cuanto el fallo compromete limpieza, trazabilidad o seguridad, el margen para reaccionar se reduce mucho. Y precisamente ahí es donde aparece el coste oculto que a menudo se subestima.
Qué costes ocultos aparecen cuando improvisas
La reparación en sí suele ser la parte más visible, pero rara vez es la más cara. El problema real aparece cuando la avería corta el flujo, obliga a mover gente deprisa o contamina una zona que luego hay que limpiar y validar de nuevo.
| Coste oculto | Cómo aparece | Por qué duele |
|---|---|---|
| Parada no planificada | La línea se detiene sin ventana de trabajo, y todo lo demás se reordena alrededor del fallo. | Se pierde producción, se retrasan entregas y se rompe la planificación del turno. |
| Mano de obra urgente | Se llama a técnicos fuera de horario o se interrumpe a otros equipos para resolver la incidencia. | Las horas extra y la asistencia de emergencia encarecen mucho la intervención. |
| Daño colateral | Una pieza fallada arrastra rodamientos, juntas, correas, sensores o elementos cercanos. | La avería deja de ser puntual y pasa a ser una reparación más amplia. |
| Limpieza y revalidación | Si hay aceite, polvo, agua o residuos, hay que limpiar, revisar y volver a poner el área en servicio. | En entornos de higiene industrial, la reparación no termina cuando se cambia la pieza. |
| Riesgo de calidad y seguridad | La falla altera presión, caudal, filtración o control de proceso. | El impacto puede llegar a producto, operadores o cumplimiento interno. |
Cómo se compara con el preventivo y el predictivo
La comparación útil no es ideológica, sino operativa. La pregunta no es qué estrategia suena mejor, sino cuál reduce mejor el coste total en cada familia de activos.
| Estrategia | Cómo funciona | Mejor para | Límite principal |
|---|---|---|---|
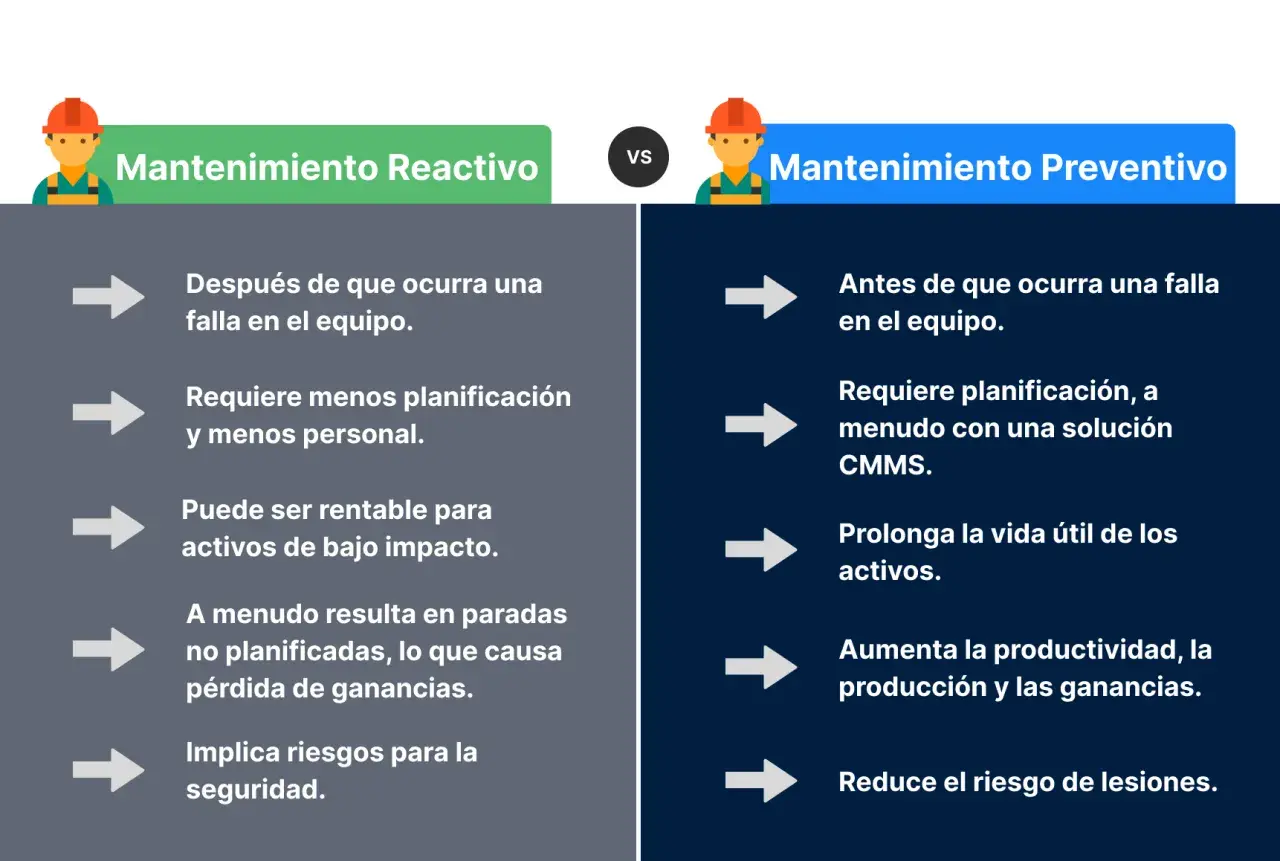
| Correctivo | Se interviene cuando el activo ya ha fallado. | Equipos de baja criticidad, repuesto rápido o redundancia real. | La sorpresa, la urgencia y el coste oculto de la parada. |
| Preventivo | Se actúa en intervalos planificados, aunque el equipo aún funcione. | Activos que soportan mucho uso, suciedad o desgaste repetitivo. | Puede generar tareas innecesarias si el intervalo no está bien afinado. |
| Predictivo | Se actúa según condición real: vibración, temperatura, presión, caudal u otros datos. | Equipos críticos donde parar tarde sale caro. | Requiere sensores, análisis y disciplina de datos. |
Yo suelo ver la diferencia real en el dato que se acumula: el correctivo vive de la sorpresa, el preventivo de la rutina y el predictivo de la condición real. Una GMAO, es decir, un software para registrar órdenes, repuestos y averías, ayuda mucho a pasar de la intuición a una decisión con historial. Si no tienes datos, la conversación se vuelve opiniones; con datos, se vuelve coste.
Pero la estrategia solo funciona si la planta responde bien cuando algo falla.
Cómo limitar daños si no puedes evitarlo
Si una organización decide convivir con averías, yo no lo haría a ciegas. Hay cuatro o cinco medidas muy concretas que reducen mucho el caos sin obligar a sobredimensionar todo el sistema.
- Clasifica los activos por criticidad. No todos merecen el mismo nivel de atención. Si un fallo detiene producción, rompe una condición sanitaria o compromete seguridad, ya no está en la misma categoría que un componente auxiliar.
- Define repuestos mínimos y plazos reales. Si una pieza tarda demasiado en llegar, dejarla “para cuando rompa” es una apuesta cara. En ese caso, conviene tener stock mínimo o un proveedor de respuesta clara.
- Prepara aislamientos y bloqueo. En trabajos con presión, energía eléctrica, fluidos o temperatura, el bloqueo y etiquetado, o LOTO, evita que la reparación se convierta en un incidente.
- Registra la causa y el síntoma. La avería no debe cerrar con “pieza cambiada”. Hay que dejar constancia de qué falló, por qué se produjo y cuánto tardó la recuperación.
- Define escalado y responsables. Si nadie sabe a quién llamar, qué cortar primero o quién autoriza el arranque, el tiempo muerto crece aunque la reparación sea simple.
Yo empezaría por los repuestos y por el bloqueo seguro, porque son dos palancas pequeñas con mucho impacto. Después vendrían la trazabilidad y el escalado interno, que son las que evitan repetir el mismo incidente dos veces. Aun así, hay errores de base que hacen que la reparación parezca barata hasta que llega la siguiente avería.
Errores que yo evitaría antes de convertirlo en costumbre
El problema no es reaccionar una vez; el problema es normalizar la reacción como si fuera eficiencia. Ese matiz cambia por completo la cuenta final.
- Confundir bajo coste de reparación con bajo coste total. Cambiar una pieza barata puede salir caro si obliga a parar una línea completa o a limpiar de nuevo una zona crítica.
- Aplicarlo a equipos que sostienen higiene o calidad. En limpieza industrial, una fuga de agua, aceite o partículas no es solo un fallo mecánico; suele convertirse en un trabajo doble.
- Ignorar la causa raíz. Si la misma avería se repite, casi nunca es mala suerte. Puede haber suciedad, mala alineación, vibración, sobrecarga o un diseño flojo detrás.
- No dejar repuestos ni documentación. Una intervención rápida depende de planos, referencias, fotos y stock mínimo. Sin eso, cualquier reparación se alarga.
- Olvidar la limpieza posterior. Retirar el componente averiado no basta si quedan residuos, humedad o contaminación alrededor.
En entornos de aire, agua y automatización, esos descuidos se notan enseguida: una fuga altera la presión, un sensor sucio altera la lectura y una parada mal cerrada retrasa todo el turno. Si quieres que esta lógica no se coma la productividad, conviene dejar preparadas unas pocas cosas antes de la próxima parada.
Lo que conviene dejar listo antes de la próxima avería
Yo no intentaría eliminar las averías por completo. Lo sensato es decidir cuáles puedes asumir y cuáles no, y dejar el terreno preparado para responder con rapidez cuando algo falle.
- Una lista breve de activos críticos y no críticos.
- Un stock mínimo de repuestos que realmente bloquean el arranque.
- Un procedimiento de aislamiento y seguridad que cualquiera pueda seguir.
- Un canal claro de escalado para incidencias fuera de horario.
Cuando todo eso existe, la avería deja de ser una improvisación total y pasa a ser una respuesta controlada. Ahí está la diferencia entre perder una hora y perder un turno, y también entre un mantenimiento correctivo tolerable y una planta que vive apagando incendios.